Содержание
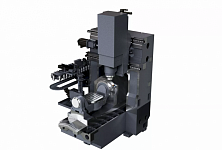
- Лазерные труборезы
- Возможности станка:
- Основная комплектация
- Расчет экономических затрат при использовании станка лазерной резки
- Как выглядят детали после резки на таком станке?
Лазерные труборезы
Источник лазерной резки - IPG
Компоненты станка – произведенные в Европе рейки, редукторы, блоки управления приводами и другие ответственные элементы.
| Параметр |
Значение |
|---|---|
|
Длина волны лазера |
1070 нм |
|
Мощность источника |
1000W-3000W |
|
Точность позиционирования по осям X и Y |
±0.05 мм |
| Точность повторного позиционирования по осям X и Y | ±0.03 мм/1000 мм |
| Точность позиционирования по осям A1 и A2 | ±0.05º |
| Точность повторного позиционирования по вращающейся оси U | ≤5 Arc Minutes |
| Расстояние между патроном и головкой лазерной резки | 180 мм |
| Применяемые CAD-форматы | DXF and PLT of Auto CAD; AI, Gerber, NC code etc. |
| Потребляемая мощность станка |
15-29 kW |
Возможности станка:
Обрабатываемые детали: профили, круглые трубы, квадратные трубы, прямоугольные трубы, овальные трубы и т. д.,
Обрабатываемые материалы: углеродистые стали, нержавеющие стали, алюминиевые сплавы, и т.д.
Наибольшее применение такие станки находят в отраслях:
- Изготовления спортивного оборудования;
- Нефтехимического машиностроения;
- Изготовления сельскохозяйственной техники;
- Производства мебели;
- Строительства;
- Производства строительной техники;
- Изготовления пищевого оборудования;
- Изготовления рекламных и декоративных элементов
И во многих других отраслях промышленности;
Оси X, Y, Z, U использует европейские сервопривода, укомплектованы редуктором высокой точности и жесткости, шлифованными шестернями и рейками, высокоточными линейными направляющими.
Станок оснащен:
-
устройством автоматической смазки,
-
прибором удаления пыли и дыма из зоны резки,
-
поддоном для удаления отходов
Технические характеристики:
|
|
|
|---|---|
| Обрабатываемые материалы |
Трубные и профильные заготовки из Нержавеющие и углеродистые сталей, меди или алюминия |
|
Толщина резки |
1000 кВт – толщина резки: нержавеющая сталь 3 мм, углеродистая сталь – 6 мм 2000 кВт – толщина резки: нержавеющая сталь 6 мм, углеродистая сталь – 10 мм 3000 кВт – толщина резки: нержавеющая сталь 8 мм, углеродистая сталь – 12 мм |
|
Максимальная длина обрабатываемых деталей |
3000 мм, 6000 мм (опция) |
| Максимальный обрабатываемый диаметр |
Круглые трубы φ10-320 мм,
Квадратные трубы 10х10-220х220 мм |
| Система управления |
Специализированное программное обеспечение для лазерной резки труб, простое графическое и текстовое программирование,
Система очень простая и удобна в работе даже для людей без опыта работы за станками лазерной резки |
| Расширяемость | Система лазерной резки может быть интегрирована в гибкие производственные ячейки с роботами, гибочными машинами, сварочными постами. Также может быть установлена связь с MES- или ERP-системой. |
Основная комплектация
Шестеренки и рейки, модуль М3 – Gudel, Швейцария и Herion, Германия. Используются только оригинальные комплектующие.

Редуктор – адаптированный оригинальный редуктор производства Neugart, германия

Самый главный компонент, головка лазерной резки – изготовлена на основании патентованной оптической технологии Bystronic, разработана и спроектирована под руководством технических специалистов Bystronic. Набор группы оптических линз оказывает большое влияние на качество пятна, увеличивая мощность потока и оптимизируя его качество и увеличивая толщину обрабатываемых деталей и повышая стабильность работы станка.

Оптическая система и головка лазерной резки
|
Наименование |
Преимущество |
|---|---|
|
Головка лазерной резки |
Китайско-европейское совместное производство, применение патентов Bystronic и технологическая поддержка со стороны Bystronic. |
|
Система лазерной индикации |
Индикация красного цвета, прицеливание и позиционирование |
| Оптическая система | Китайско-европейское совместное производство, применение патентов Bystronic и технологическая поддержка со стороны Bystronic. |
| Коллиматор, группа оптические линз, фокусирующие линзы |
Китайско-европейское совместное производство, применение патентов Bystronic и технологическая поддержка со стороны Bystronic.
Набор группы оптических линз оказывает большое влияние на качество пятна, увеличивая мощность потока и оптимизируя его качество и увеличивая толщину обрабатываемых деталей и повышая стабильность работы станка |
Расчет экономических затрат при использовании станка лазерной резки
|
Мощность |
Затраты на резку |
|---|---|
|
1000W |
Когда идет подача воздуха, стоимость часа составляет 91-121 рублей (цена электроэнергии может варьироваться в разных регионах). Удельные эксплуатационные расходы составляют около 12 кВт - час, а защитная линза-около 2 рубля/час (изменяется в зависимости от выполняемой операции). Когда идет подача кислорода или азота, то стоимость добавления кислорода или азота в час составляет около 150-300 рублей (указанные значения могут отличаться в зависимости от операции и потребления газа). |
| 1500W |
Когда идет подача воздуха, стоимость часа составляет 110-140 рублей (цена электроэнергии может варьироваться в разных регионах). Удельные эксплуатационные расходы составляют около 15 кВт - час, а защитная линза-около 2 рубля/час (изменяется в зависимости от выполняемой операции). Когда идет подача кислорода или азота, то стоимость добавления кислорода или азота в час составляет около 150-300 рублей (указанные значения могут отличаться в зависимости от операции и потребления газа). |
| 2000W | Когда идет подача воздуха, стоимость часа составляет 120-150 рублей (цена электроэнергии может варьироваться в разных регионах). Удельные эксплуатационные расходы составляют около 17 кВт - час, а защитная линза-около 2 рубля/час (изменяется в зависимости от выполняемой операции). Когда идет подача кислорода или азота, то стоимость добавления кислорода или азота в час составляет около 150-300 рублей (указанные значения могут отличаться в зависимости от операции и потребления газа). |
| 3000W | Когда идет подача воздуха, стоимость часа составляет 230-260 рублей (цена электроэнергии может варьироваться в разных регионах). Удельные эксплуатационные расходы составляют около 21 кВт - час, а защитная линза-около 2 рубля/час (изменяется в зависимости от выполняемой операции). Когда идет подача кислорода или азота, то стоимость добавления кислорода или азота в час составляет около 150-300 рублей (указанные значения могут отличаться в зависимости от операции и потребления газа). |
Как выглядят детали после резки на таком станке?
После обработки на наших станках у вас нет необходимости производить последующую доработку или снятие заусенцев. Безупречная фокусировка лазерного пучка обеспечивает точную и качественную резку:



Как получить предложение на станок Bystronic DNE Laser?
Просто обратитесь в любое из представительств инженерного центра «Униматик» для получения консультации: sales@unimatic.ru